








News






































Инжиниринг, лежащий в основе серийного производства двигателей со скоростью 30 000 об/мин: полный анализ роторов с давлением 1000 МПа и методологий
Каждый прорыв в пределах производительности обусловлен инженерной логикой, которая поддается декомпозиции и воспроизведению: от удвоения прочности материала до синергии пяти основных систем.
Массовое производство двигателей со скоростью 30 000 об/мин представляет собой совместный прорыв в области материаловедения, электромагнитного проектирования, управления температурным режимом, точного производства и алгоритмов управления. PUMBAAEV систематически переопределил границы технологии высокопроизводительного электропривода с постоянными магнитами за счет удвоения прочности материала ротора, двухслойной U-образной топологии магнита, 10-слойных шпилек с неравным шагом, сверхтонких пластин из кремниевой стали и кремниевых чипов собственной разработки на 1500 В.
Граница технологии всегда находится за пределами следующей итерации. Для инженеров ценность этого кейса заключается в следующем: за каждым, казалось бы, «экстремальным» показателем производительности стоит разложимая, воспроизводимая инженерная методология.
1 Обзор: основная ценность высокой скорости
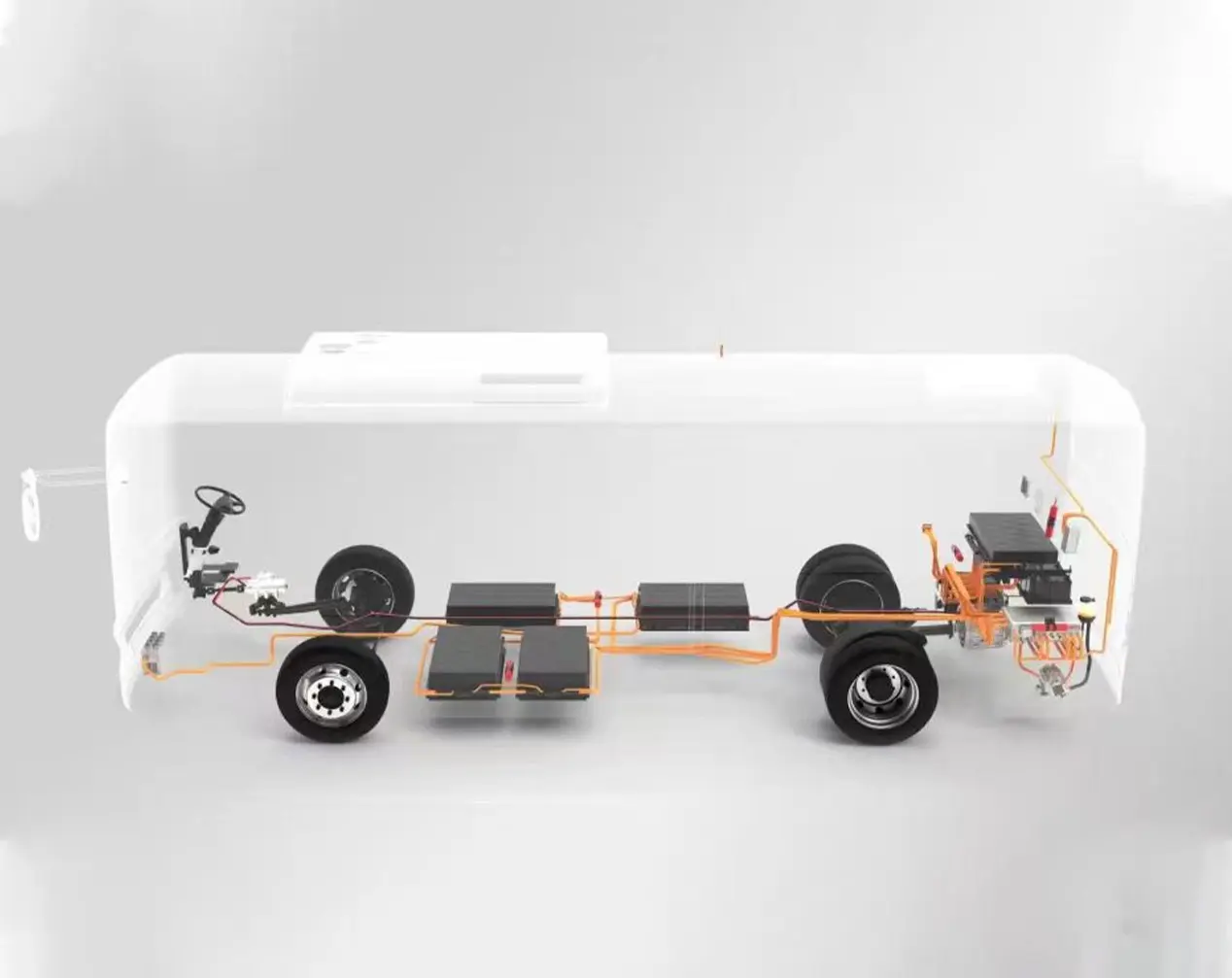
С широким распространением транспортных средств на новых источниках энергии спрос пользователей на гусеничные сценарии и устойчивую высокоскоростную эксплуатацию значительно возрос. Традиционные автомобильные двигатели испытывают «точку перегиба» мощности около 6000 об/мин, при этом крутящий момент постоянно снижается в области постоянной мощности, что приводит к заметному ослаблению ощущения ускорения во время обгона на скорости выше 120 км/ч.
ПУМБААЕВ определил и разработал Электропривод класса 30 000 об/мин.. Его основные преимущества выходят за рамки чистой производительности. С точки зрения системотехники, при той же целевой выходной мощности увеличение скорости с 12 000 об/мин до 30 000 об/мин позволяет существенно сократить использование активных материалов двигателя (медь, редкоземельные магниты, кремниевая сталь).
Согласно данным исследований компании AVL, удвоение скорости вращения может сократить расход материала железного сердечника примерно на 40%, достигая синергетической оптимизации объема, веса и стоимости.
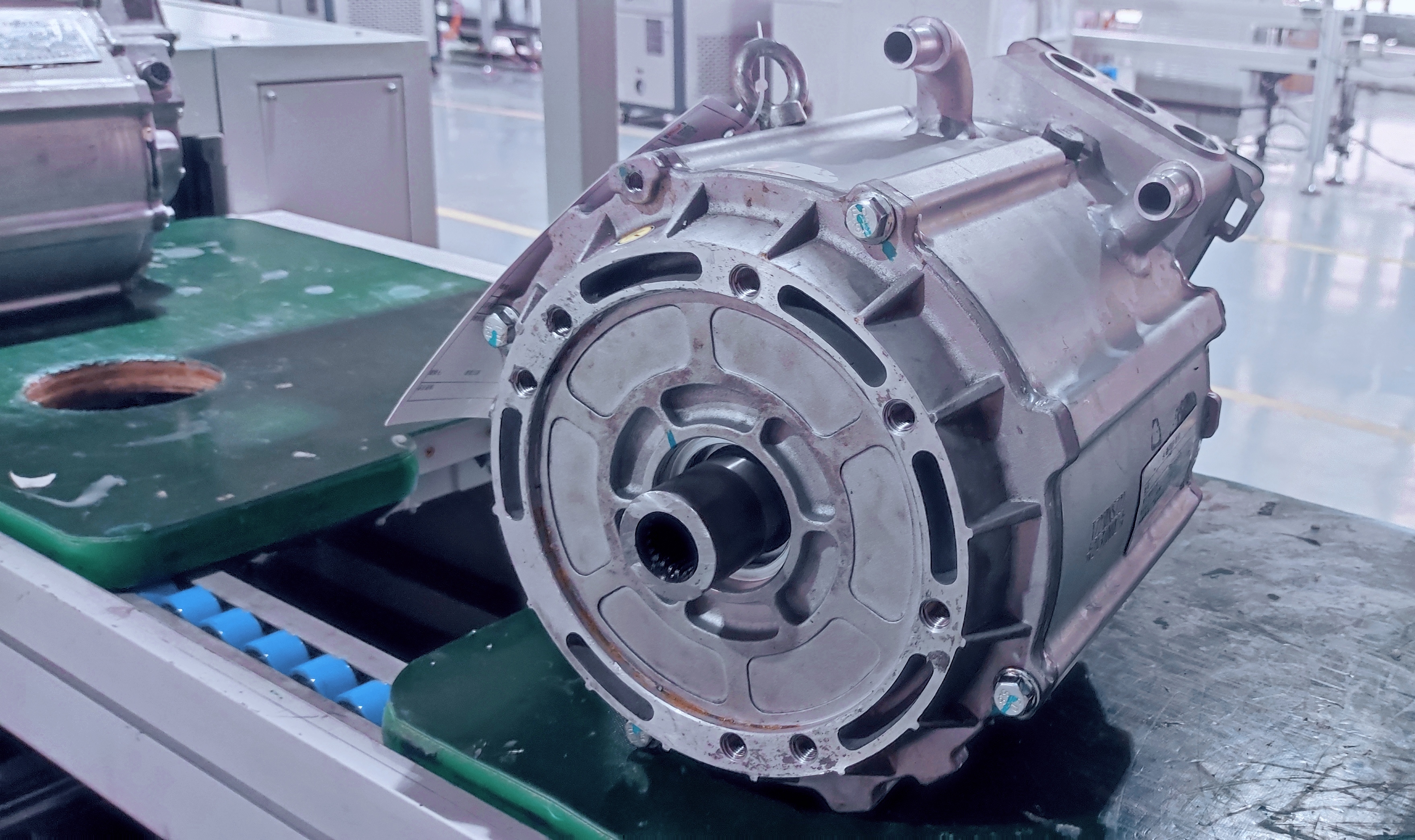
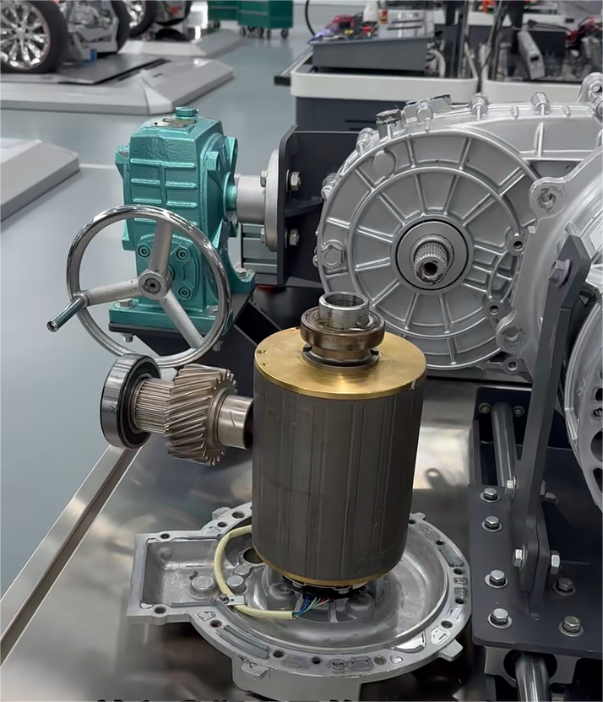
2. Роторная система: пять основных инженерных задач
Ротор — самая хрупкая, но важная подсистема высокоскоростного двигателя. При 30 000 об/мин центробежное ускорение на внешней кромке ротора превышает 40 000 г. Любая ошибка в конструкции может привести к катастрофическому отказу. Преодоление этой проблемы требует прорывов в пяти технических областях.
Задача 1: Удвоение прочности материала: с 450 МПа до 1000 МПа. Высокопрочная кремниевая сталь.
Традиционные пластины ротора используют неориентированную электротехническую сталь с пределом текучести около 450 МПа, достаточным для скоростей до 20 000 об/мин. За пределами 30 000 об/мин кольцевое растягивающее напряжение на внешнем диаметре ротора превышает предел текучести обычных материалов.
Путь инженерного прорыва:
-
Обновление материала: Использование высокопрочной электротехнической стали (HS-ECS), увеличивающей прочность на разрыв до ≥1000 МПа— более чем в два раза превышает обычный отраслевой уровень.
-
Поддержка процесса: Внедрение лазерной сварки для укладки пластин вместо традиционной клепки, что увеличивает силу межслойного соединения и предотвращает расслоение на высоких скоростях. Прецизионное шлифование наружного диаметра обеспечивает допуск ±3 мкм, обеспечивающий круглость ротора.
Задача 2: Магнитная фиксация, высокорасширяющийся клей для предотвращения поломок
Постоянные магниты, встроенные в пазы ротора, подвергаются интенсивному центробежному воздействию на высоких скоростях. Традиционная односторонняя точечная склейка создает риск концентрации напряжений на высоких скоростях; в экстремальных условиях магниты могут оторваться от стенок слота или даже вылететь, что приведет к катастрофическому выходу из строя.
Ключевые технологии: Использование клеевое покрытие с высокой скоростью расширения. После отверждения объем увеличивается более чем в 5 раз, создавая равномерный клеевой слой как на верхней, так и на нижней поверхностях магнита, что значительно улучшает распределение напряжений по сравнению с точечным склеиванием. Материал покрытия должен выдерживать температуру >180°C, иметь коэффициент теплового расширения, соответствующий магниту (~10×10⁻⁶/°C), и достигать прочности на сдвиг после отверждения ≥15 МПа.
Задача 3: топология ротора, двухслойное U-образное расположение магнитов оптимизирует магнитную цепь и прочность
ПУМБААЕВ работаетДвухслойный U-образныйТопология внутреннего постоянного магнита (IPM): внутренний U-слой наложен на внешний U-слой, при этом магниты каждого слоя дополнительно разделены на несколько сегментов.
Основные преимущества:
-
Увеличение крутящего момента: Максимизирует разницу сопротивления по осям q и d, увеличивая пиковый крутящий момент примерно на 10 % без добавления дополнительного магнитного материала.
-
Распределение напряжений: Сегментированная структура распределяет напряжение на несколько независимых блоков, предотвращая растрескивание монолитных магнитных блоков и облегчая производственные проблемы намагничивания.
-
Оптимизация NVH: топология двойного U в сочетании с наклонной конструкцией контролирует общее гармоническое искажение (THD) основной плотности потока в воздушном зазоре до уровня менее 5%, подавляя гармоники высокого порядка.
Иллюстрация конструкции ротора высокоскоростного двигателя с двухслойными U-образными магнитами и сегментной конструкцией.
Задача 4: Высокоскоростная динамическая балансировка, остаточный дисбаланс подавляется с точностью до 50 мг
При 30 000 об/мин крошечный дисбаланс генерирует сотни килограммов центробежной силы. ПУМБААЕВ сжал остаточный дисбаланс с типичного для отрасли уровня ≤150 мгчтобы ≤50 мг, снижение на 67%.
Цепочка процессов динамической балансировки: Черновая обработка → Горячая установка магнитов → Первоначальная балансировка → Прецизионная обработка → Высокоскоростная проверка динамической балансировки во всем диапазоне скоростей (испытано при 30 500 об/мин). Коррекция дисбаланса достигается за счет фрезерования отверстий для снятия груза в торцевых крышках с разрешением ±1 мг. Вторичная проверка после циклов термического удара обеспечивает стабильность после сборки.
Задача 5: проектирование с критической скоростью, запас прочности 15 %
Вибрация резко усиливается, когда рабочая скорость приближается к первой критической скорости ротора. ПУМБААЕВ разработал первую критическую скорость гибки35000 об/мин, примерно на 15 % выше максимальной номинальной рабочей скорости, обеспечивая достаточный запас прочности.
Путь реализации: Увеличение ширины опоры подшипников и преднатяга для повышения изгибной жесткости вала; одновременно используякерамические подшипники из нитрида кремния (Si₃N₄) для сохранения жесткости подшипника при более высоких значениях DN (скорость × диаметр отверстия), обеспечивая при этом естественную изоляцию от коррозии током вала.
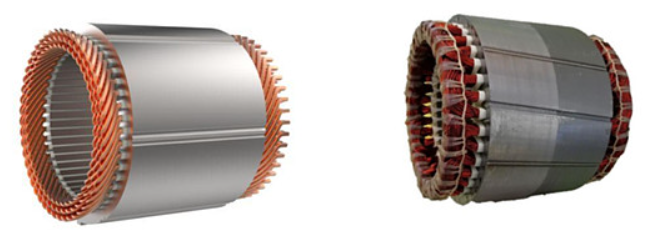
3. Статор и терморегулирование: скоординированная борьба с высокочастотными потерями
При 30 000 об/мин электрическая частота достигает500 Гц. Скин-эффект в традиционных обмотках приводит к резкому увеличению потерь в меди переменного тока, что требует комбинированного решения в виде шпильчатых обмоток и прямого масляного охлаждения.
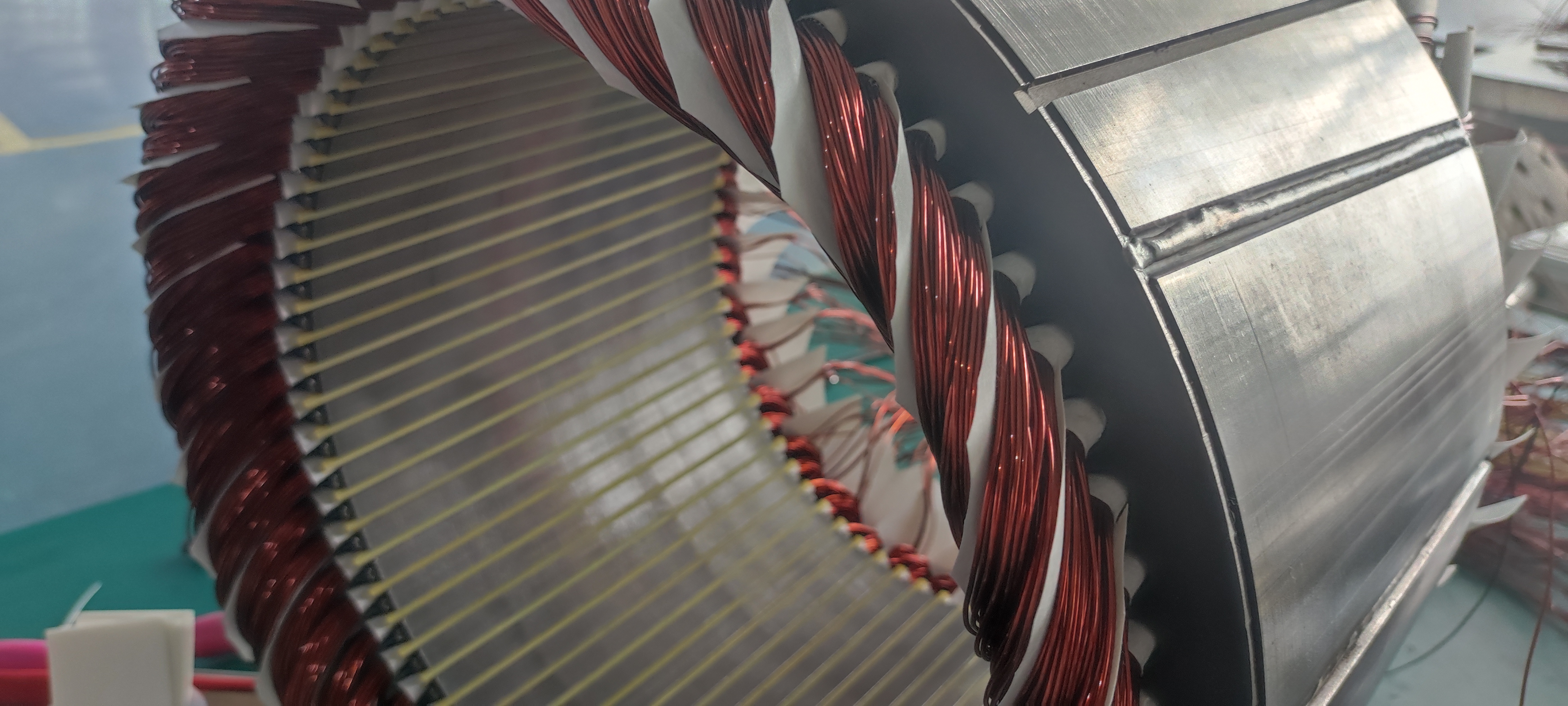
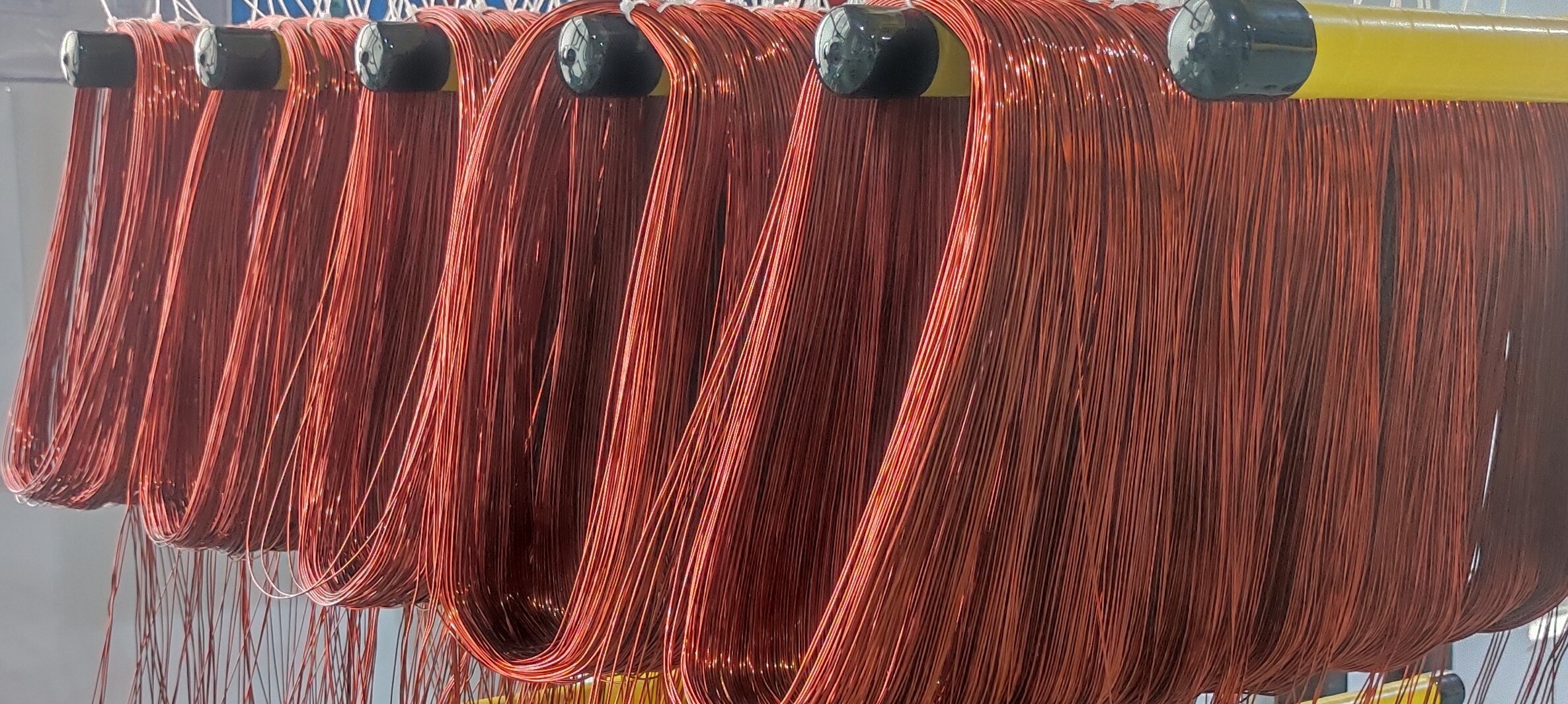
Обмотки со шпилькой: 10-слойная конструкция с неравным шагом оптимизирует коэффициент потерь в меди переменного и постоянного тока.
Коэффициент заполнения медью плоских проводов прямоугольного сечения может превышать 60%, что намного выше, чем у круглых проводов (40-45%). В статоре супердвигателя ПУМБААЕВ используется 10-слойная намотка шпильки с неравным шагом, с разной толщиной медных полос в каждом слое.
-
Внешние слои тоньше: Рядом с отверстием паза они преимущественно переносят высокочастотные компоненты тока.
-
Внутренние слои толще.: В нижней части слота они в основном несут компонент постоянного тока.
Эта конструкция контролируетКоэффициент потерь в меди переменного/постоянного тока примерно 1,15. (типичный для отрасли 1,3-1,5), а неравные межслоевые зазоры оптимизируют поперечное сечение потока охлаждающего масла.
Материал сердечника: ультратонкие пластины значительно сокращают потери в железе на высоких частотах.
Потери в сердечнике увеличиваются с частотой. При 500 Гц потери в традиционной кремнистой стали толщиной 0,35 мм резко возрастают. ПУМБААЕВ использует ультратонкую высокочастотную электротехническую сталь толщиной≤0,2 мм, уменьшая потери в сердечнике на частоте 500 Гц на 40-50% по сравнению со сталью толщиной 0,35 мм. Более тонкие пластины также увеличивают площадь поверхности для рассеивания тепла на единицу объема.
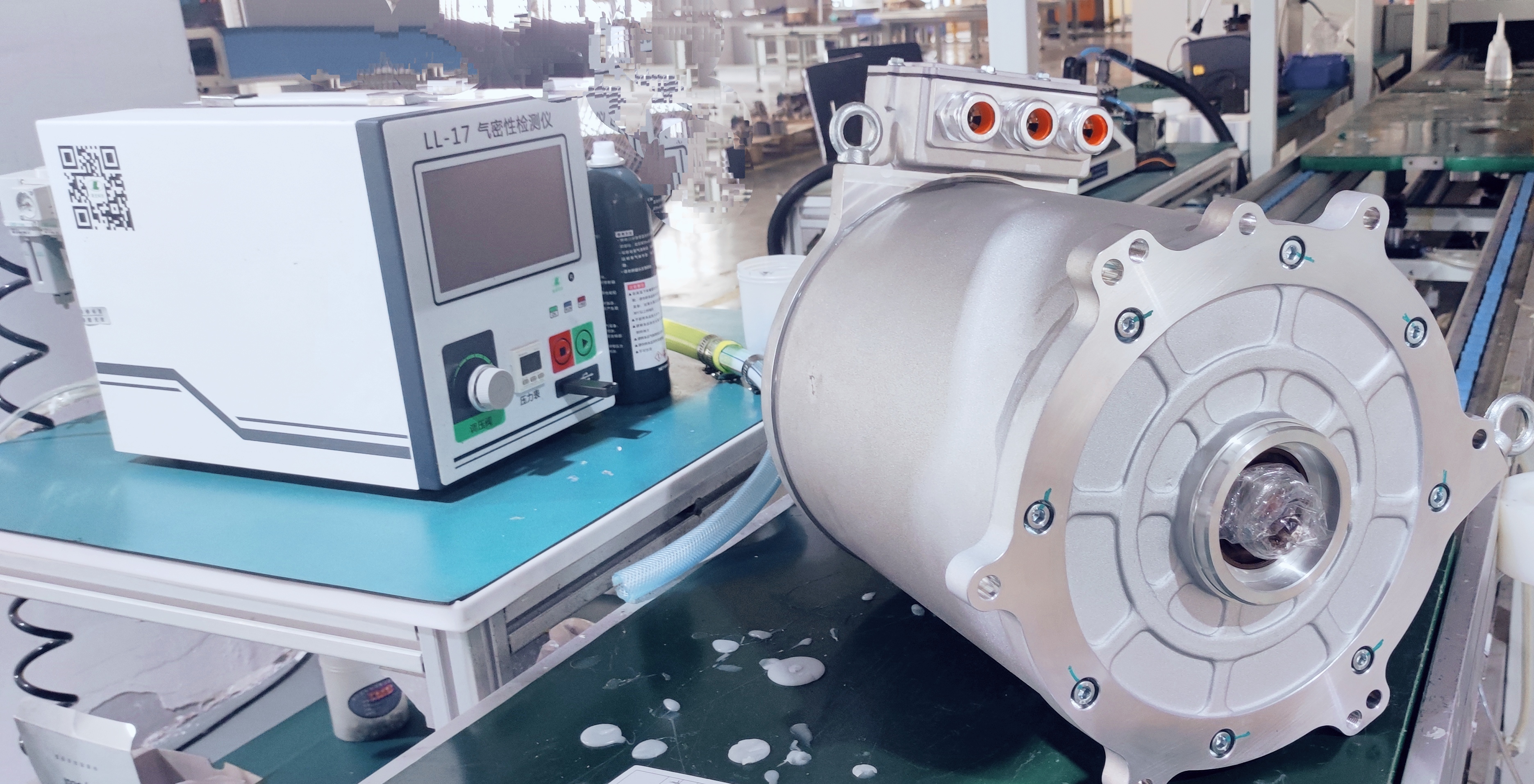
Система охлаждения: прямое масляное охлаждение обеспечивает эффективное управление температурным режимом.
Тепловая плотность статора при 30 000 об/мин чрезвычайно высока и превышает возможности традиционного охлаждения рубашки. PUMBAAEV интегрирует канал охлаждающего масла в пазы статора, позволяя маслу течь между обмотками, достигаяпрямое контактное охлаждение с помощью медных обмоток.
Трехсторонняя тепловая синергия:
-
Ультратонкие ламинации: Уменьшите потери в железе и увеличьте площадь поверхности.
-
Шпильки с разным шагом: Оптимизировать каналы потока охлаждающего масла.
-
Прямое охлаждение масла: Обеспечивает прямое контактное охлаждение. Измерения показывают, что установившуюся разницу температур обмотки можно контролировать.в пределах 5°С, при этом пиковые температуры снизились примерно на 40°C.
4. Контроль шумов и шумов: в поисках тишины в электрическую эпоху
При более низком фоновом шуме в электромобилях шум двигателя становится более ощутимым. Основная частота 500 Гц при 30 000 об/мин и ее гармоники попадают в наиболее чувствительный диапазон человеческого слуха (500–4000 Гц).
Источники первичного шумового возбуждения:
-
Гармоники электромагнитной силы: Генерируется пространственными гармониками плотности потока в воздушном зазоре (определяется формой магнита, структурой обмотки).
-
Гармоники ШИМ инвертора: Частота переключения и ее кратные значения вносят гармоники формы сигнала тока, дополнительно возбуждая гармоники магнитной силы.
-
Механический дисбаланс: Остаточный дисбаланс ротора создает возбуждение с частотой вращения 1X (500 Гц), которое должно быть отделено от резонансных частот подшипников и корпуса.
Тройная стратегия контроля NVH:
-
Электромагнитная оптимизация: Многоцелевая оптимизация формы паза, угла наклона и т. д. для минимизации амплитуды гармоник электромагнитной силы (например, порядков 6N). Для перекоса используется высокоточная винтовая укладка.
-
Структурное усиление и изоляция: Увеличьте общую жесткость электронного привода (ребра корпуса) для смещения резонансных частот за пределы рабочих диапазонов; используйте высокоэффективные виброизолирующие втулки в точках крепления, чтобы уменьшить передачу вибрации по путям конструкции.
-
Высокоточная динамическая балансировка: Остаточный дисбаланс ≤50 мг обеспечивает виброускорение при возбуждении 1X (500 Гц) <0,1 g, с контролем изменений жизненного цикла.
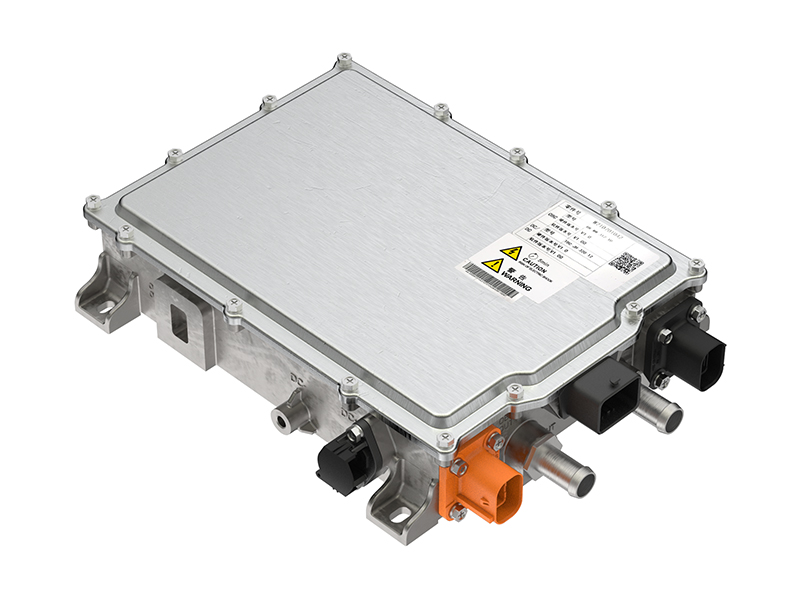
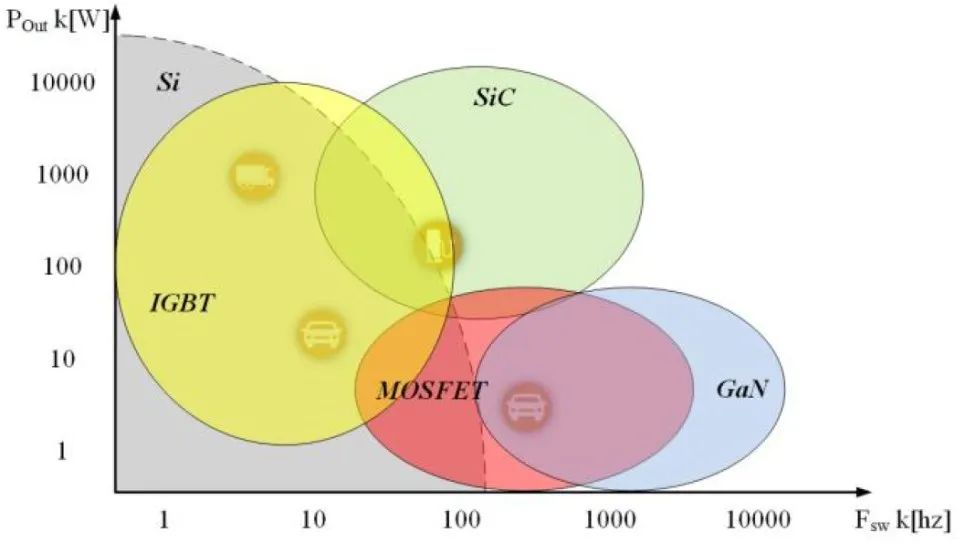
5. Управляющая и силовая электроника: решающая роль SiC-чипов
Высокая частота и высокий КПД являются неотъемлемыми требованиями, предъявляемыми к высокоскоростным двигателям и напрямую зависящими от достижений в области устройств управления и питания.
Чип SiC собственной разработки на 1500 Вявляется ключевым прорывом. По сравнению с традиционными IGBT, SiC MOSFET позволяют:
-
Более высокая частота переключения: Поддерживает более высокие скорости двигателя (электрические частоты).
-
Снижение потерь на переключение: Повышает эффективность системы, особенно в области высоких скоростей.
-
Более высокое номинальное напряжение: Номинальное напряжение 1500 В обеспечивает запас прочности для платформ с напряжением 800 В и будущих разработок.
Алгоритмы управления должны быть глубоко согласованы с двигателем, обеспечивая стабильную работу в высокоскоростной области ослабления поля и оптимальную эффективность.
6 вызовов и будущая эволюция
Существующие технологические узкие места
-
Стоимость материала: Высокопрочная электротехническая сталь и специальные покрытия остаются на 20-30% дороже традиционных решений.
-
Предел кремниевой стали: Более тонкие пластины уменьшают потери железа, но ухудшают жесткость; компромисс между потерями в железе и жесткостью является основной проблемой.
-
Надежность подшипников на весь срок службы: Надежность высокоскоростных керамических подшипников на протяжении всего жизненного цикла при сверхвысоких значениях DN требует дополнительных данных дорожных испытаний.
-
Цепочка поставок карбида кремния: Уровень производительности и стоимость собственных SiC-чипов, особенно подложки 4H-SiC, являются ключевыми препятствиями индустриализации.
Будущие технологические пути
-
Новые материалы: Аморфные/нанокристаллические магнитомягкие материалы обеспечивают примерно на 60% меньшие потери в сердечнике, чем кремниевая сталь, и являются главным кандидатом на роль сердечников статора следующего поколения, хотя проблемы с обработкой хрупких материалов остаются.
-
Новые топологии: Двигатели с осевым магнитным потоком (AFM), с их дискообразной конструкцией, естественно подходящей для высоких скоростей, включены в планы некоторых OEM-производителей, предлагая на 20-40% более высокую теоретическую удельную мощность, чем двигатели с радиальным магнитным потоком.
-
Интегрированное управление температурным режимом: Совместное использование охлаждающего масла между силовыми модулями статора и инвертора может снизить тепловое сопротивление примерно на 30 % и упростить архитектуру системы.
-
Революция в дизайне, основанная на искусственном интеллекте: Мультифизическое совместное моделирование (электромагнитно-термо-структурное-NVH) в сочетании с алгоритмами искусственного интеллекта и оптимизации потенциально может сократить циклы разработки высокоскоростных двигателей с 24 месяцев до менее 12 месяцев.
Граница технологии всегда находится за пределами следующей итерации. Массовое производство двигателей со скоростью 30 000 об/мин знаменует собой открытие нового технологического цикла, основанного на методологии системного проектирования, глубокой вертикальной интеграции и экстремальном инженерном мышлении.